���ڌ��߹⡢���w�k�W�⇊Ϳ���ϣ�PP��PP�ͺϡ�ABS��ABS/PC�Ͻ�ABS/PMMA�Ͻ𣩲����к������Ľ��ٷۣ��ڂ��y��ע�ܹ�ˇ��ģ���ڎ�ʮ�ȕr���п����ϼ��Ͷ��c�M�z��ģ����ע������^���У�ǰ�˵��⇊Ϳ�����z�wһ·;�����ģо�ضȝu�ͣ�Ȼ���څR��̎���ڽ��R���⇊Ϳ���������z�w��ض��^���ҜضȲ������a�����۽Y����
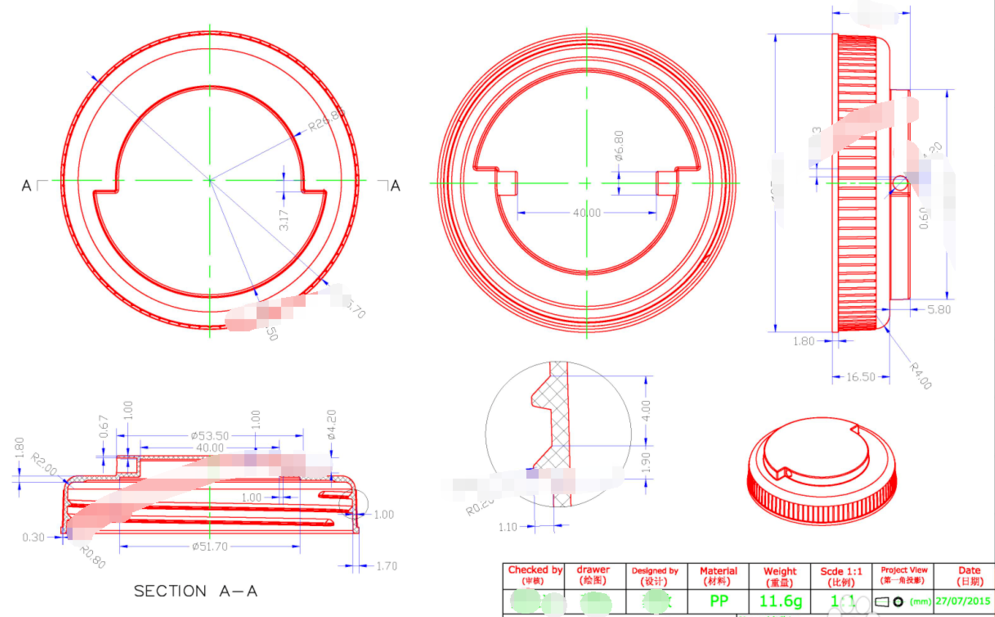
��ʢ�²��@һƪ�͞��ҽ�Bһ�¸߹�o��ע��ģ���OӋ�Ď״�Ҫ�أ�
һ��ģ�ߝ����OӋ
ģ�ߝ����OӋҪ�M���ܵp���۽Ӻۣ����������Ś⼰�p�ټ��С�������ˮ�ӟ�ؿؙC��ģ�ߣ����ڳߴ�Ҫ�_�ô�һЩ���ұM�����ô��M�z���ڲ�Ӱ푮aƷ�C�ܼ�����Ч���£����ڑ��M���s�����L�ȡ���ȡ����ȡ�
1.�����^С�������^С���t����ɳ����(����)���տs���ݡ��۽Ӿ������^�ϵ�ȱ�ݣ��ҳ����տs������
2�������^���^�t�����܇��a���^�ԵĚ������������®a��׃�λ����ѣ��ҝ��ڵ�ȥ���ӹ����y�ȡ�
�^�����x��һ�����ڣ��������ӱȳ��^���H�ĘO�ޡ���֬�������L�������D�������ṩ��ijһ�_���ij��͗l���²��ϵ������L�ȡ��������ڽ����a���۽Ӿ��c�۽Ӻۡ������L��խ�ĮaƷ�����ÆΝ��ڌ����_����һ�µIJ��ϡ��ضȡ������ֲ����Ա���õ���ϵ�Ч����
����ģ���Ś�
�M���ܵ��ڮaƷ�܇����10mm��һ�Σ�����ֲ��_�Ś�ۣ���Ȟ�0.15mm;�aƷ���g�N��Ҳ��Ҫ�Ś��OӋ��
����ģ�ߵķ��������
���߹�ģ�ߵĜضȸߵ��кܴ���������N�����Ҫ���^�ߣ�ͬ�rҪ�p���N�����e��������������10mm��Ͼ͉��ˡ�
�ġ��ӟ��(��)�߹�ģ���OӋ
1.�ڝ���̎����Ҫ��늟��(��)����sˮ��һ���6mm(�ܴ����);��ˮ��֮�g���x��15-20mm;�ӟ�����x�aƷ������x��5mm���ɼӟ��֮�g�ľ��x��20mm;��sˮ�ڼӟ���ھ��x��6-8mm���Зl����Ԓ�c늟�������Ų���
2.��ģǻ�\ˮ�������ߜ��ܷ�Ȧ�ܷ���߲���Ӳ�ܷⷽʽ��
3.�ӟ��ֱ����4.92mm��ģ���OӋ�r��5mm���b��ӟ��ǰ����5mm����ĥ�пڰѼӟ����ë��ȥ����
4.ģ���M��ˮ��̎�����cˮ�����ӟ�ģ��һ�ӵķ������OӋ(��sˮ)�����늟�ģ�߿���ϵ�yֻ��һ�Mһ����ˮ·�ܵ���
�塢�߹�ģ�ߌ��aƷ��Ҫ��
�߹�ģ�ߌ��aƷ�Y��Ҫ��܇���Խ�����ĮaƷ���������Ч��Խ���У���������ȱ�ݺܿ�͕����l�F�������ν�Q�sˮ���}�Ǹ߹�aƷ����Ҫ���}��һ��ĮaƷ��λ��Ȳ����^���w�zλ��ȵ�0.6mm���㲻�sˮ�������f�sˮ�^С���ױ��l�F���ɺ��Բ�Ӌ�������߹�aƷ���ԣ��@�ӵ�Ҫ���h�h����߀�茢�aƷ��λ�ĺ�ȜpС�������^���w�zλ��ȵ�1���������ݽz��λ߀Ҫ����ɽ��ʽб픽Y����
�����߹�ģ�����z���ϵ��x��
Ŀǰ���ø߹����z����һ����ABS+PMMA��ABS+PC��PMMA��ASA�ȡ�
���鳣�õęC�����ϣ�ABS+PC�ĮaƷ���͛_���ԡ������ɶ��Լ�Ӳ�ȷ��涼��HIPS�ã����������a�߹�aƷ�r��ͨ���x�õ��Ǹ߹�ABS���ϡ������Ҫ�ͺ����ܕ��x��ASA����Ӳ�ȷ�����ܾ͕��x��PMMA�Ͻ���ϡ�����;��w�fһ��ABS���ϡ�
1.ABS�����wճ����ο���?ABS���ڟo���ξۺ���o���@���c����������̖Ʒ�����࣬��ע���^���Б���Ʒ���IJ�ͬ��ӆ���m�Ĺ�ˇ������һ����160�����ϣ�270�����¼��ɳ��͡��ڳ����^���С�ABS�᷀�����^�ã��ɹ��x��ķ����^���׳��F�����ֽ⡣��ABS�����wճ���m�У��������ԱȾ۱���ϩ(PS)����̼����(PC)��Ҫ�ã��������w����s�̻��ٶȱ��^�죬һ����5��15��ȼ�����̡�
2.ABS����ˮ����ο���?ABS���������cע��ضȺ�ע�䉺�������Pϵ������ע�䉺��������Щ����ˣ��ڳ����^���пɏ�ע�䉺�����֣��Խ��������wճ�ȣ���߳�ģ���ܡ�ABS��M�ֵIJ�ͬ����ˮ��ճ��ˮ�����ܸ���,�����ճ��ˮ����ˮ����0.2%��0.5%���Еr���_0.3%��0.8%֮�g,���˵õ��^���������Ʒ,�ڳ���ǰ������̎��,ʹ��ˮ������0.1%���¡���t�Ƽ����挢�����F���ݡ��y�z��覴á�ͨ�����z������Ҫ��1%���ٷ���߸߹����Ч����

�����D�d�ԾW�j
����߀�����¸߹�o��ע��ģ���OӋҪ����ƪ��ӛ���PעŶ��


![]()

�ھ���ͨ��Ո�c���ھ���ԃ
��ԃ�ᾀ��
86-0760-22137738
400-6268-168
�ͷ�qq��
3021792330
