
�߹�ע���Ĺ�ˇԭ���ǣ�
�ں�ģǰ����ģ�^���Ќ�ģ���M�мӜء���ģ��ɺض��_���O���l�����M��ע�䡣ע���^����ģ���^�m�S�ָߜأ��@�ӿ���ʹ�z��ע��r��ģ�߃ȱ��ֺܺõ������ԡ�ע����ɣ��ڱ�����s�r���t��ģ���M�н���̎�����ֿ��Դ��s����Ʒ����s�r�g���Ķ�������aЧ�ʡ�
�����o�۸߹�ע�����gĿǰ�ڇ����Ќ���һ����M�����a��ˇ�������@һ���g��� ��������Ʒ�ı����|���ͱ��揊�ȣ�����ȡ�����m�ć�Ϳ����ȹ�ˇ���ȱ��o�˭h�� �Ͳ����ˆT����������������p�ٹ�ˇ���̣�ʡȥ�˰��F�Ķ��μӹ��M�ã��ڴ���Ƚ������a�ɱ���ͬ�r����ʡ��Դ�c���ϡ�

���y�������Dz���ģ�ؙC��ģ���M�мӜأ����@�N�����IJ���֮̎���£�
1���o���M��߹�ע���п������ؼ����ٽ��ص���Ҫ��
2�����ط����^С����Ʒ������۽Ӻ�ֻ�ܵ��Ԝp�p��
3����������Ӳ��Խ�ߣ�������Խ���˲��ô˷N��ˇ��Ʒ�����Ӳ��ֻ���_�� HB���o���M�㌍�Hʹ����Ҫ��
4��ģ�����ؕr�ܟ���Û�����ؕr�֕��տs��ʹ�iģ���ܲ����������������Ʒ�M���������ȑ�����ȸ��Nȱ�ݡ�
���ڴ˹�ˇ���A�ϰlչ�����������߹�ע�ܼ��g�tᘌ�����ȱ�ݷքe���˸��M��
1���˼��g��ģ�����_ˮ�ܣ���Ҫ���ؕrͨ��������Ҫ���ؕrͨ��ˮ����s�ꮅ��t�É��s�՚⌢����ˮ�ִ������Դ_���܌��F�������ء����أ�
2���Ժܴ�̶ȵظ������۽ӺۊA��ˮ�yȱ�z�ȸ��N��Ʒ���ϣ�
3���������ط����^����ʹ��H����2HӲ�ȼ��e�����ϣ�ʹ��Ʒ����Ӳ�ȴ����ߣ�
4��������ģ�߃Ȳ��_�O�ܵ��r��ֻ��ģ�߃ȱ����M�����ػأ�ģ�ߵ����w��Û�^С����˜p���������iģ���IJ������������ĸ��N��Ʒȱ�ݡ�
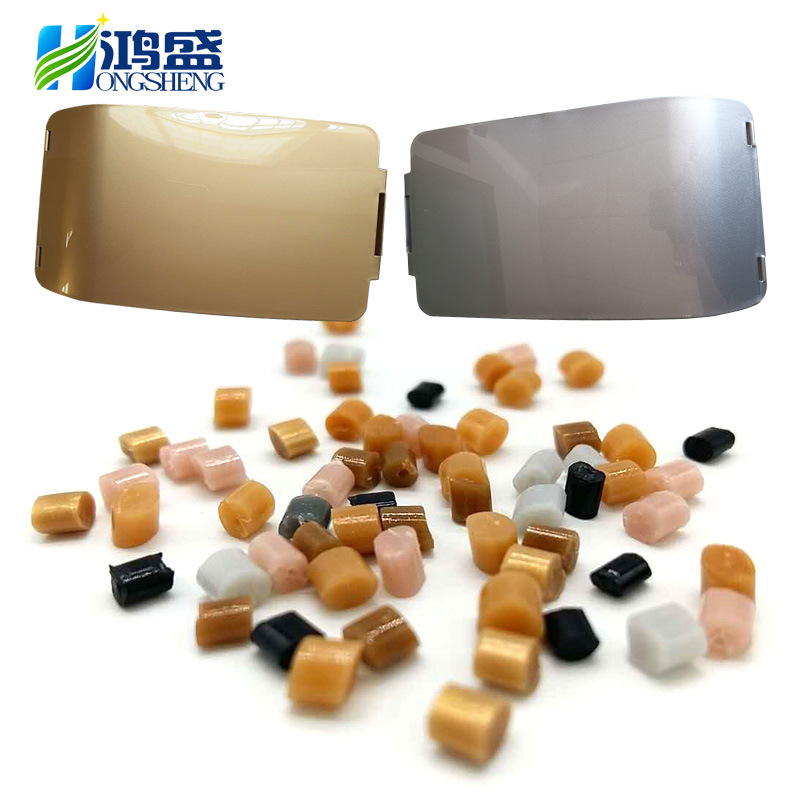
Ҫ���a����Ʒ�|�ĸ߹���Ʒ����Ҫע�ܙC��ģ�ߡ��ؿ��O��߹���Ʒ�������ϡ��Լ�偠t����s�b�õȷ�������ϡ�



![]()

�ھ���ͨ��Ո�c���ھ���ԃ
��ԃ�ᾀ��
86-0760-22137738
400-6268-168
�ͷ�qq��
3021792330
