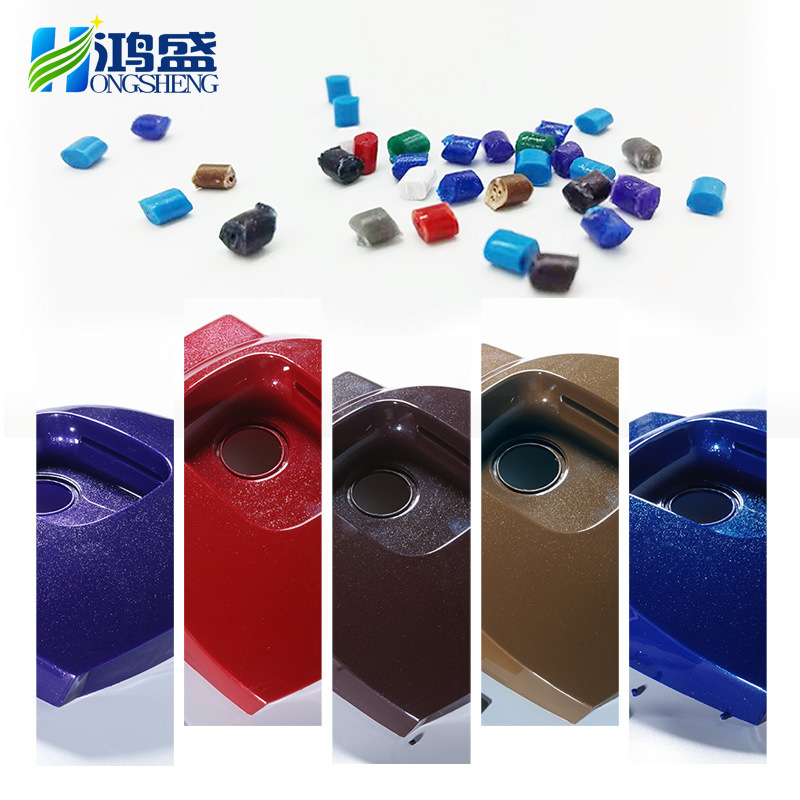
�gӭ���R��ɽ����ʢ�²�������˾�ٷ��W(w��ng)վ����ע�⇊Ϳ�������ϡ��⇊Ϳע�ܡ��⇊Ϳ��ˇ��
���˽��^�⇊Ϳ���ˑ�(y��ng)ԓ��֪���� �⇊Ϳ�������Q���όõġ��ֵ����������һ�e��Q�˂��y(t��ng)���χ�Ϳ����T��ײ����ܵ��V���늼���܇�S�̵���A�����^Ŀǰ���⇊Ϳ����Ҳ������һ���ļ��g(sh��)ƿ�i����ע�ܳ����^���У����a(ch��n)��һ�����۽Ӿ������۵����^ȱ�ݣ��o�S����ʹ�õ��^��������T�����}��

��Ҫ��ô��Q�@���y�}�أ�
����ͨ�^��ģ�߸������ۆ��}���߹�ע�ܳ��ͣ���ģ���x���Ϗ��O(sh��)Ӌ��䓲��x�õ�ģ�ӹ���Ҫ����ͨģ���������ߵ�Ҫ��
1�� ģ���O(sh��)Ӌ����Ҫ���]�ߜ��O(sh��)Ӌ���m��ˮ·�O(sh��)Ӌ�����bƥ���Ҫ�ء�
2�� ˮ����_�����伱�ᣬ��ʹģ�ߜضȾ���һ������N����ǻ���S��ˮ�������ڱ������Ӹ���ӻ����ÿ�϶���ᡣ
3�� ģ�ߝ����O(sh��)ӋҪ�M���ܵp���۽Ӿ������������Ś⼰�p�ټ��С�
�F(xi��n)�ڞ��ҿ���һ��ʲô�Ǽ��伱���ע�ܹ�ˇ��
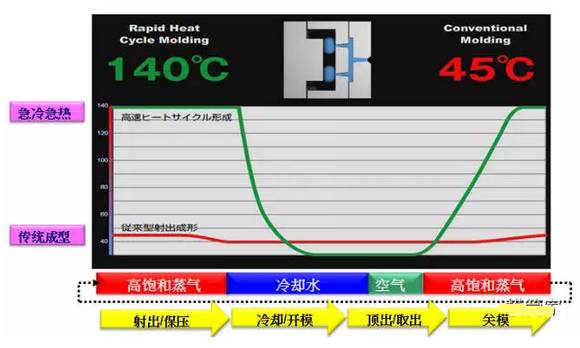
���伱����ͼ��g(sh��)�ַQ֮��߹�o��ע�ܣ���ͨ�^���伱���O(sh��)����ע��ǰ�ӟ�ģ��,��ģ�ؿ������������ϵIJ������ض�����,ע�ܽY(ji��)�����ٿ��ٽ���ģ����픳��ض�,�dz����^����ģ�ؿ�׃�ij���ˇ��ԓ���ͷ�ʽ�����˟����������ڸߏ��B(t��i)�µĹ�������,����Ч����������Ʒ�ı���ȱ��,���ۺϾ�����Ƥ����y�ȡ����ڳ��͜ض��^��,���ͺ��ܼ�����ֲڶ��^��Ҏ(gu��)���ͺá�
ԓ����ˇ�ӟ᷽ʽ�ɲ�������ӟᡢ�����ӟ�ߜ؟�ˮ�ӟ�,�F(xi��n)�^���S�Ҳ��õ��������ӟ᷽ʽ�����������ӟ��ȱ�c��:һ��Ҫ����偠t,�����������ɻ������ã������øߜ؟�ˮ�ӟ�t�o������偠t�Ҹߜ؟�ˮ�ɻ�������,�����p�����O(sh��)��Ͷ�Y,������ܺĺ����a(ch��n)�ɱ�,߀�����ڭh(hu��n)����
���伱�Ἴ�g(sh��)����Ҫ���Ժ̓�(y��u)�c��
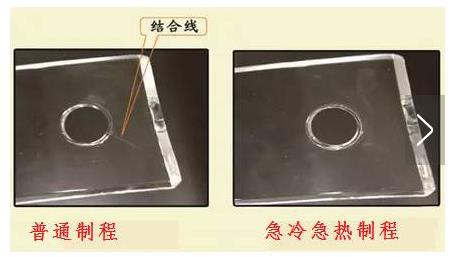
1�����Ʊ������^Ʒ�|(zh��)���o�۽Ӻۺ����Ӻۣ�
2�����ģ�y���D(zhu��n)��������
3�����в��w��̼�w�Ę�֬���ϳ��ͺ���治�����w�����������^����
4����ͨ�^���ڻ��팍�F(xi��n)�p������
5���s�̳������ڣ��p�٘�֬���M��������Դ���ģ�
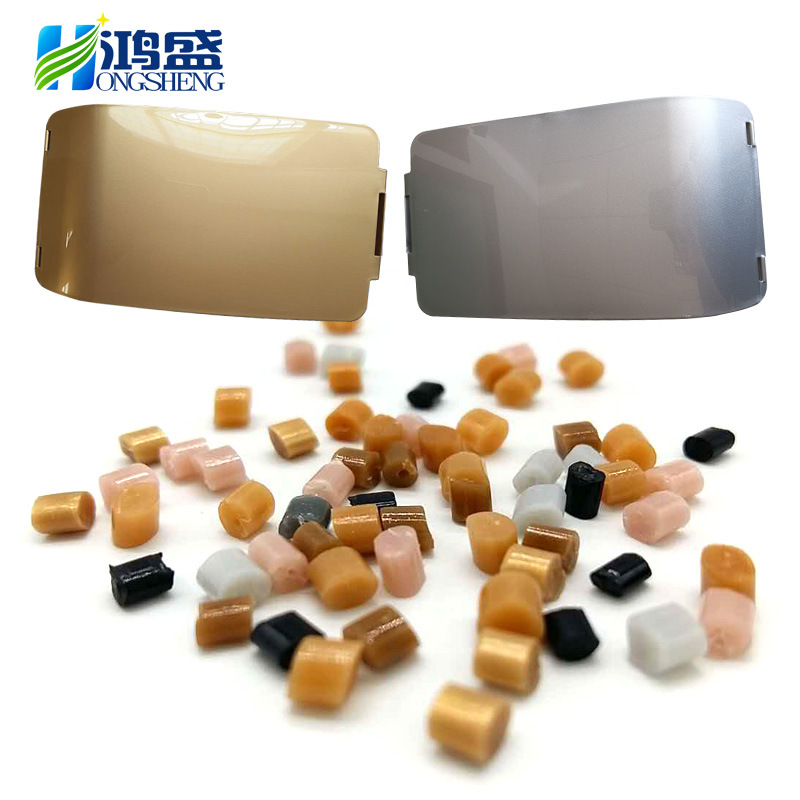
6���p�ٮa(ch��n)Ʒ�N�������Ӯa(ch��n)���ă�(n��i)��(y��ng)������߳ߴ羫�ȣ�
���伱�������
���伱��߹�o�ۙC��һ�N�o���O(sh��)�䣬����(j��)ע��ָ����ע�ܙC���a(ch��n)���ͣ��乤��ԭ����ע��ǰ��ģ��ˮ·����ߜظ߉���ˮ����ʹģ�ߵĜض�Ѹ�������_���߷��Ӳ��ϲ������D(zhu��n)׃�ض�Tg���ϣ�ע�����ژ�֬��
ע����ɺ���߉���sˮʹģ�ߜض�Ѹ���½�����֬׃�εĜض����¡��@�ӵ�ѭ�h(hu��n)���ڣ��͕��γɛ]�нY(ji��)�Ͼ��ұ���߹����Įa(ch��n)Ʒ����ģ�߱������g�y̎������a(ch��n)Ʒ�y�������������^�����鼱�伱���Ƴ����ø��D��

Ŀǰ���伱�Ṥˇ�N�������Ƽ��g(sh��)������׃ģ�ؽ��|(zh��)�����
1��ˮ�����o��׃ģ�ؼ��g(sh��)��ˮ�����ӟ�ğ����(d��o)���^�ߣ������ٶȱȟ�ˮ�ӟ�ɼӿ�2.5~6����
2��ˮ�o��׃ģ�ؼ��g(sh��)���c����ʽ��늴ŸБ�(y��ng)�ӟ�ʽ��ȣ��O(sh��)��Ͷ���M���^�ͣ����ڲ��ؘ�ģ�ؙC�M�нM�ϣ��O(sh��)���ͨ���Ըߡ�
3�����o��׃ģ�ؼ��g(sh��)������ϵ�y(t��ng)�cˮ�o��׃ģ����ͬ���O(sh��)��Ͷ���M���^�ͣ���Ҫ�m����С�͵��⇊Ϳ����ע�ܳ��͡�
4��늴ŸБ�(y��ng)׃ģ���o�����ͣ����ø��l�Б�(y��ng)�ӟ�ģ�߱��棬�ӟ���ȼs��0.1mm������Ѹ�٣�20~40��/sec������ҲѸ�٣��s10��/sec������ֻ����ģ�߱���ضȣ���˿����^�̕r�g��(n��i)���أ������ص�200�����ϣ�ˮ�o��ʽ�ɵ�160�棬����ʽ�ɵ�180�棩�����m���ڼ��в��w��̼�w�ď�(f��)�ϲ��ϡ�
�������ü��伱����ͼ��g(sh��)���Ϳ��Դ�������ܼ����^�|(zh��)��,�s�̳�������,�������a(ch��n)�ɱ�,����Ј�����������ģ�߬F(xi��n)�яV����(y��ng)������ӡ���늡�ͨӍ����܇���t(y��)�������յȏV���I(l��ng)�����ܘI(y��)����u��

���˽�����⇊Ϳ���g(sh��)�������ϢՈ�P(gu��n)ע
��ʢ�⇊Ϳ�پW(w��ng)��http://www.qwylyq.com/
��ʢ����Ͱ;W(w��ng)վ��https://hongshengcm.1688.com/


![]()

�ھ���ͨ��Ո�c���ھ���ԃ
��ԃ�ᾀ��
86-0760-22137738
400-6268-168
�ͷ�qq��
3021792330
