
��ʢ�⇊Ϳ���Ϸ֞�ɂ�ϵ�У��k�Wϵ����ʢ�⇊Ϳ�ͽ����|��ϵ����ʢ�⇊Ϳ���ɂ�ϵ�еĹ�ͬ���c�ǣ��o�臊Ϳ���Gɫ�h������VOC�����^�Ԏ��ɫЧ������ͬ�c�ǣ��k�Wϵ��ֱ��һ��ע�ܼ��ɓ��Пo�����n�����^���������|��ϵ�Єt��Ҫ�Y�ϲ��ϡ�ģ�ߡ��Y����ע�ܹ�ˇ�Ă����湲ͬ�������ۡ�
����ע�ܹ�ˇ���棬�ʴ_����ģ���nj��F��ʢ�⇊Ϳ�߹�ע�ܳ��͵�һ���P�I��Ŀǰʹ���^��Ĝؿؼ��g�����N��
1���ߜ�ģ�ؙC
�ߜ�ģ�ؙC����ˮ���ߌ����ͼӟᣬ��ʼ�K�S���ں㶨�ضȣ����c�dzɱ��͡�ʹ�÷��㣬����ģ���OӋ��Ҫ���]���۽Ӿ���̎����ͬ�r�����ϵ�������Ҫ��Ҳ�������ߡ�ģ�ؙC��Ҫ�����ڌ����^Ҫ���^�ߵĮaƷ��

�ߜ�ģ�ؙC
2�������ӟ�Ŀ���ģ���g
�����ӟ�ģ�ؙC���^���������ϸ߹�o�۳��͵�һ�N���g���乤��ԭ���ǣ��ں�ģǰ����ģ�^���Ќ�ģ���M�������Ӝأ���ģ��ɺض��_���O���l�������M��ע�䣻ע���^����ģ���^�m�S�ָߜأ��@�ӿ�ʹ�z���ڳ�ģ�^���б��ֺܺõ������ԣ�ע����ɣ��ڱ�����s�r���õ͜�ˮ��ģ���M�н���̎�����Ա�s����Ʒ����s�r�g��������aЧ�ʡ�
ԓ��ˇ��Ҫ�߹�ģ�ؙC���ٮa�����������������܉��ע�ܙC��̖���i�����F�]�h���ƣ�߀Ҫ����ϵ��͟��Լ������Ժá�����ԓ���g��ģ�ؿ����_���ܸߵĜضȣ��������۽Ӿ����}��ͬ�r������߮aƷ����Ӳ�ȡ�
�߹�ģ�ؿ���
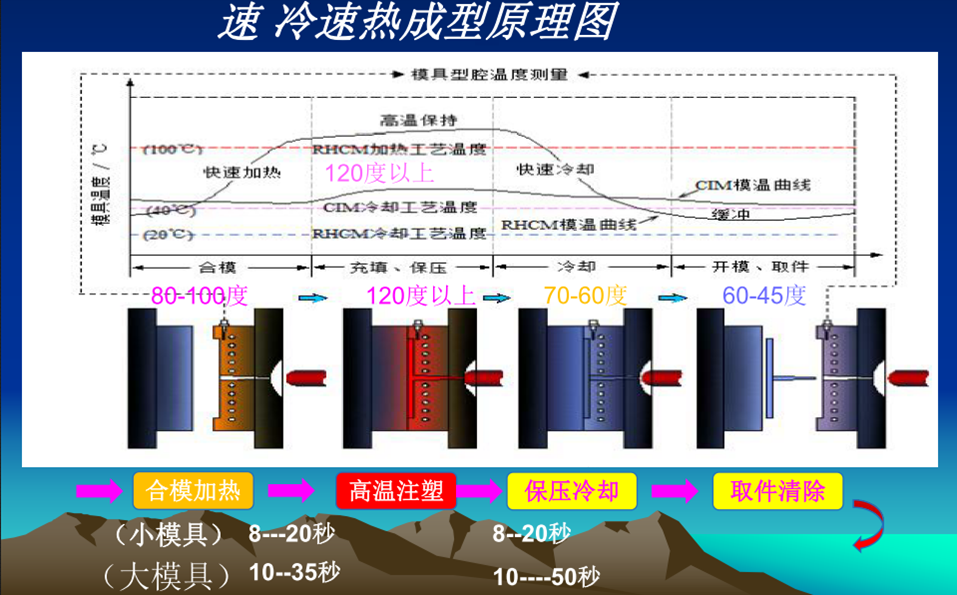
ԓ���g����늼ӟ�ķ�ʽ���ڶ̕r�g�Ȱ�ģ�ߵı���ضȼӟᵽ�ܸߣ�Ȼ���ڎ�ʮ��֮�����ܰќض��½���50�����£��Ķ������߹�ע�ܳ��������ɡ�
3��늼ӟ�Ŀ���ģ���g���Ɍ��F�ߜ�ģ�ߵĜضȿ��ƣ��ǿ��ټӟ���s���ͼ��g���^���Mչ������늼ӟ�ضȾ���Ϳɿ��Բ��Ǻܺá�
��֬���͜ض��O��ԭ�t�ǣ��ڴ_�����ϳ���ܻ�ǰ���£��M��ʹ���е͜ض�ע�ܣ��Է�ֹ���Ͻ��⡣���磬��ABS����ĵĮaƷ�ӹ��ضȞ�210��C-230��C��
�߹�ģ�ؙC
ģ�ߜض�ֱ��Ӱ���Ʒ�ı�������ȡ��۽Ӿ����䏊�ȵȡ�ʹ�øߵ�ģ�ߜضȿ������Ӳ��������ԣ��@���^�ߵĽY�Ͼ����ȣ������ܽ��ͳ�����Ʒ�ȑ�����ʹ���͟��Ժ��ͻ��WƷ�Ը��ã�ͬ�r���{���z��ģ�߱���ď����ԣ����{��Ʒ��ɶȺ�����ɫ��Ч����
�����_������ı����|��Ч������ʹ�ý�����ϕr�����M�������^��ģ�ء�����ABS������ĵĮaƷ��ģ��ͨ����70-90��C��
�߹�ע�ܹ�ˇ���Ƹ�����ͬ�aƷ��ģ�߽Y����ģ���O��IJ�ͬ�������^������һ�㑪��ѭ����ԭ�t���M�����øߵ�ģ�ߜضȣ����������ӟ�ģ��E-MOLD��늼ӟ����ģ�����g�r��ģ�߾ֲ��^������_��150�����ߣ����˸��õ؏���ģ�߱��棬���͜ضȑ��m����һЩ��ע�䉺�����M���ܴ�����Ś⣬��Ҫ���ö༉ע���ٶȣ��κι�ˇ���{�����ݗU�D�١���ͬ�A�ε�ע���ٶȵȣ���Ҫ���]�p�ٲ��ϵļ��С�
��ʢ�⇊Ϳ���������Ρ������⇊Ϳע�ܹ�ˇ���Ǻ��˽�ďS��Ҳ���Ó��ģ��҂������ṩ���gָ����

(���˽������ԃՈ�Pע��ʢ����̖��


![]()

�ھ���ͨ��Ո�c���ھ���ԃ
��ԃ�ᾀ��
86-0760-22137738
400-6268-168
�ͷ�qq��
3021792330
